G71是一种精确的连续切割周长的编程方式,在数控加工领域中经常会用到。下面是一个简单的G71指令编程实例,帮助你更好地理解如何使用G71指令进行编程。
假设我们要加工一个直径为100mm的圆柱体,高度为50mm的工件。现在我们来编写G71指令进行加工:
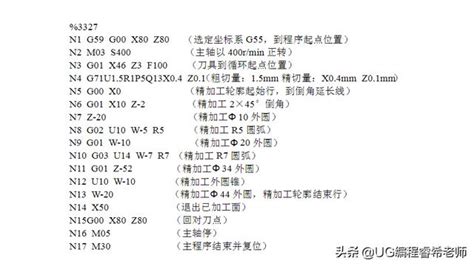
下面是G71指令的编程实例:
G17 G20 G40 G71 P1 Q2 U0.1 W0.05
G0 X10 Y10
Z0
G1 Z1 F10
X90 Y40
Z2
X10 Y10
Z3
X90 Y40
Z4
...
G1 Z50
G0 Z5
M30
这段代码的含义解释如下:
这是一个简单的G71指令编程实例,实际的编程会更加复杂,涉及到更多的参数设置和切割路径规划。希望这个实例能帮助你更好地理解G71指令的编程方法。
文章已关闭评论!
2024-11-26 13:27:18
2024-11-26 13:25:45
2024-11-26 13:24:28
2024-11-26 13:23:01
2024-11-26 13:21:45
2024-11-26 13:20:23
2024-11-26 13:19:14
2024-11-26 13:18:06